Thank you for writing to us. One of our executive will reach back to you through your submitted medium. In case there’s an urgency, feel free to connect over WhatsApp for faster response.
Prefer calling? Dial +918048068921 (International callers) or 08048068921 (Indian callers).
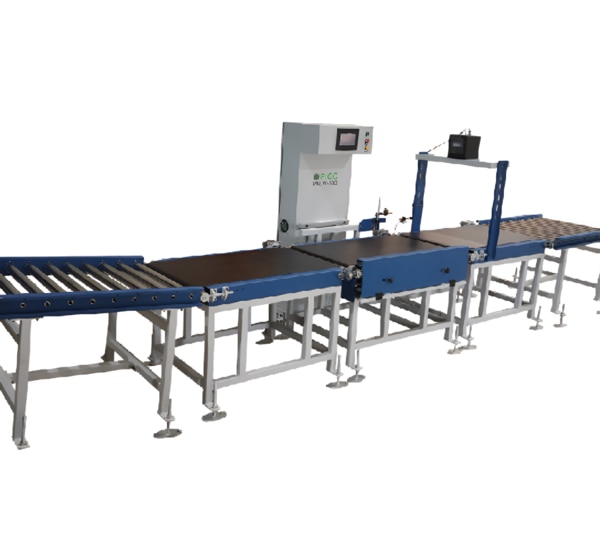
This is a specially designed High speed Checkweigher to handle Small products in form of Cans, Containers, Cartons, Sachets & etc.,
Model > (PACW 01G)
Weighing Range > (30-200 Grams)
Resolution > (0.1 Grams)
Product Output > (Up to 120 Parts Per Minute)
Controller > (Micro Controller Based)
Operation Panel > (7" HMI Display)
Memory Capacity > (Upto 20000 Data)
Communication > (RS 232/RS 485 Optional)
Product Size > (Dia (L) 30~100 x H (W) 10~200 mm)
Power Requirements > (1 Phase, 220V, 50 Hz)
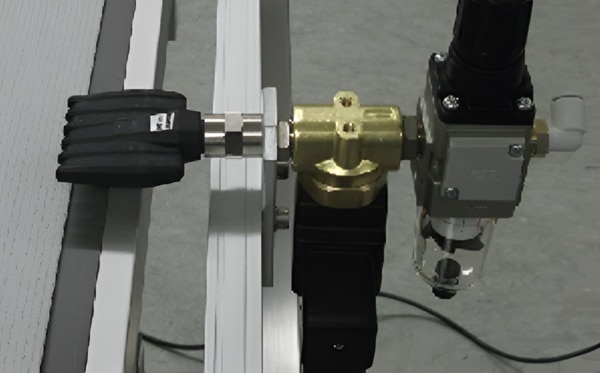
Air Requirements > (0.4 mpa, 20 R/min (Use Dry Air)
MOC Options > (Mild Steel / Stainless Steel)
Ambient Temp Range > (23° to 40°C for MS Construction
0° to 40°C for SS Construction)
This Checkweigher is designed to handle Medium size products in form of Mono Cartons, Pouches, Yarn cheese, Coir tablets & etc.,
Model > (PACW 2G)
Weighing Range >(0.5-1.99 Kgs)
Resolution > (2 Gram)
Product Output > (60 to 80 Parts Per Minute)
Controller > (Micro Controller Based)
Operation Panel > (7" HMI Display)
Memory Capacity > (Upto 20000 Data)
Communication > (RS 232 / RS 485 Optional)
Product Size > (L 100~250 x W 100~250 x H 50~200 mm)
Power Requirements > (1 Phase, 220V, 50 Hz)
Air Requirements > (0.4 mpa, 20 R/min (Use Dry Air)
MOC Options > (Mild Steel / Stainless Steel)
Ambient Temp Range > (23° to 40°C for MS Construction
0° to 40°C for SS Construction)
This Checkweigher is designed to handle Large size products in form of Small Cartons, Bags, Containers & etc.,
Model > (PACW 10G)
Weighing Range > (1-10 Kgs)
Resolution > (10 Grams)
Product Output > (Up to 40 Parts Per Minute)
Controller > (Micro Controller Based)
Operation Panel > (7" HMI Display)
Memory Capacity > (Upto 20000 Data)
Communication > (RS 232 / RS 485 Optional)
Product Size > (L 100~300 x W 100~280 x H 50~250 mm)
Power Requirements > (1 Phase, 220V, 50 Hz)
Air Requirements > (0.4 mpa, 20 R/min (Use Dry Air)
MOC Options > (Mild Steel / Stainless Steel)
Ambient Temp Range > (23° to 40°C for MS Construction
0° to 40°C for SS Construction)
This Checkweigher is designed to handle Large size products in form of Master Cartons, Bags, Crates & etc.,
Model > (PACW 15/20G)
Weighing Range > (1-15 Kgs)
Resolution > (15/20 Grams)
Product Output > (Up to 20 Parts Per Minute)
Controller > (Micro Controller Based)
Operation Panel > (7" HMI Display)
Memory Capacity > (Upto 20000 Data)
Communication > (RS 232 / RS 485 Optional)
Product Size > (L 100~400 x W 100~350 x H 50~300 mm)
Power Requirements > (1 Phase, 220V, 50 Hz)
Air Requirements > (0.4 mpa, 20 R/min (Use Dry Air)
MOC Options > (Mild Steel / Stainless Steel)
Ambient Temp Range > (23° to 40°C for MS Construction
0° to 40°C for SS Construction)
This Checkweigher is specially designed to handle Extra Large size products in form of Master Cartons, Bags, Crates, Barrels & etc.
Model > (PACW 50G)
Weighing Range > (20-50 Kgs)
Resolution > (50 Grams)
Product Output > (Up to 25 Parts Per Minute)
Controller > (Micro Controller Based)
Operation Panel > (7" HMI Display)
Memory Capacity > (Upto 20000 Data)
Communication > (RS 232/RS 485 Optional)
Product Size > (L 400~700 x W 300~600 x H 100~300 mm)
Power Requirements > (1 Phase, 220V, 50 Hz)
Air Requirements > (0.4 mpa, 20 R/min (Use Dry Air)
MOC Options > (Mild Steel / Stainless Steel)
Ambient Temp Range > (23° to 40°C for MS Construction
0° to 40°C for SS Construction)
This is a customized Static Weigher with pneumatic controlled Hopper unit with auto weighing and filling options. The system is commonly suitable in seafood/fruit/vegetables processing units & etc.
Model > (PASW 10G)
Weighing Range > (Up to 50 Kgs)
Resolution > (15 Gram)
Product Output > (Based on filling weight)
Controller > (Micro Controller Based)
Operation Panel > (7' HMI Display)
Memory Capacity > (Upto 20000 Data)
Communication > (RS 232 / RS 485 Optional)
Product Size > (No Limits)
Power Requirements > (1 Phase, 220V, 50 Hz)
Air Requirements > (0.4 mpa, 20 R/min (Use Dry Air)
MOC Options > (Mild Steel / Stainless Steel)
Ambient Temp Range > (23° to 40°C for MS Construction
0° to 40°C for SS Construction)
The diverter mechanism operates inline through a synchronized, multi-step process:
Upstream Inspection: As a product travels down the modular plastic or fabric conveyor belt, it passes through a quality check zone (such as a dynamic checkweigher). If the item is flagged as underweight, overweight, or contaminated, the system triggers a reject tracking command.
Synchronized Timing: The central PLC calculates the exact millisecond the product will reach the rejection zone based on the real-time speed of the conveyor.
Sweeping Action: The moment the defective item arrives, a motorized or pneumatically actuated gate (the diverter arm) swings out across the belt at an angle.
Gentle Routing: Rather than striking the product, the angled arm acts as a stationary guide rail. The forward momentum of the conveyor pushes the product smoothly along the face of the arm, sliding it into a side collection chute or bin.
Retraction: Once the item clears the belt, the arm swings back to its parallel home position alongside the guide rails, allowing acceptable products to pass by unhindered.
Key Features & Advantages
Ultra-Gentle Handling: Because the mechanism uses a sliding sweep rather than a direct impact strike, it prevents bruising, tearing, or breaking.
Seamless Product Transition: Excellent for maintaining product orientation. If an item needs to remain upright or facing a certain direction for downstream rework, a diverter guides it without tipping it over.
Variable Length and Angle: The length of the diverter arm and its sweeping angle can be custom-engineered to match the footprint of specific product lines, ensuring a custom fit for different packaging sizes.
Limitations to Consider
Lower Maximum Speeds: Because the physical arm must swing out, wait for the product to slide all the way across, and then swing back, it has a longer cycle time than a split-second Air Jet Rejection Option. It is best suited for low-to-medium speed packaging lines.
Friction and Sticking: Wet or highly sticky unpackaged products can occasionally cling to the face of the diverter arm. To mitigate this, industrial manufacturers often construct the arms using low-friction, food-grade polymers (like Delrin or HDPE) or textured stainless steel.
The air jet mechanism operates in milliseconds to maintain the continuous flow of high-speed lines:
Defect Detection: As an item travels down the conveyor, an upstream quality control checkpoint (like a dynamic checkweigher) scans it. If the item fails to meet the target parameters, a reject signal is instantly sent to the central controller.
Precision Timing: A central Programmable Logic Controller (PLC) monitors the speed of the conveyor belt. It calculates the precise microsecond the defective item will pass directly in front of the air nozzle.
Pneumatic Blast: The moment the item aligns with the nozzle, a high-speed solenoid valve opens, releasing a concentrated, high-pressure burst of compressed air. This blast strikes the side of the product, knocking it sideways into a secure reject chute or bin.
Instant Reset: The valve closes immediately, conserving compressed air and ensuring the system is ready to fire again for the very next product without slowing down the line.
Key Features & Technical Advantages
Ultra-High Operating Speeds: Mechanical pushers and sweeping arms take time to physically extend and retract. An air jet fires and resets almost instantly, making it the ideal choice for ultra-fast packaging lines processing hundreds of units per minute.
Gentle, Non-Contact Sorting: Because no hard plastic or metal components ever touch the product, there is zero risk of mechanical impact scratching, denting, or bruising the packaging.
Zero Mechanical Wear: With no moving mechanical arms, pistons, or bearings, the air jet mechanism experiences virtually no physical wear and tear. This drastically reduces long-term maintenance costs and line downtime.
Compact Footprint: Air jet nozzles are small and mount easily alongside existing conveyor guide rails, requiring far less physical space than bulky pneumatic cylinder setups.
Primary Applications
Pharmaceutical Packaging: Instantly blowing lightweight medication boxes or individual blister packs off the line if they are missing an internal component or leaflet.
FMCG & Snack Food Lines: Deflecting underweight potato chip bags, candy bars, or small spice pouches out of the primary distribution loop.
Cosmetics & Personal Care: High-speed sorting of small travel-sized shampoo bottles, makeup tubes, or sachets.
The pusher rejection mechanism operates in a split-second sequence to keep high-speed production lines flowing seamlessly:
Defect Detection: As a product (e.g., a frozen chicken pack, a boxed commodity, or a heavy plastic jug) travels down the conveyor, an upstream sensor—like a Pico Check Weigher—evaluates it. If the item falls outside acceptable quality or weight parameters, a reject signal is instantly generated.
Precision Timing: A central Programmable Logic Controller (PLC) calculates the exact millisecond the defective product will arrive directly in front of the pusher face based on the speed of the conveyor belt.
Pneumatic Stroke: The moment the item aligns with the mechanism, a pneumatic valve opens, releasing compressed air that drives a heavy-duty cylinder outward. A flat plate attached to the cylinder strikes the side of the product, pushing it 90
∘
off the line into a secure reject chute or collection bin.
Rapid Reset: The cylinder retracts instantly to its home position, resetting in milliseconds to ensure it is ready for the next passing item without interrupting the rest of the acceptable traffic.
Key Features & Advantages
High-Impact and Robust: Unlike delicate air jets or sweeping arms, a pusher is built to move substantial mass. It easily handles heavy cardboard cases, bulk meat portions, and tightly packed containers that other rejectors cannot budge.
Positive Separation: Because the stroke physically forces the product off the belt, there is virtually zero risk of a defective item accidentally slipping past and continuing down the primary packaging line.
Fail-Safe Design: Industrial pusher options are frequently enclosed in a protective guarding cage with verification sensors. If a rejected item fails to drop into the collection bin, or if the pneumatic pressure drops, the system can instantly trigger a line alarm or halt the conveyor.
Limitations to Consider
While incredibly reliable for rigid packaging, pushers have distinct design boundaries:
Product Fragility: The sudden mechanical impact of a pusher plate can bruise soft tissues (like raw, skinless fish fillets) or shatter unsealed glass jars. For fragile items, a gentler sweeping arm or drop-flap configuration is preferred.
Spacing Requirements: Because the pusher plate must extend and retract without hitting the next item in line, products must maintain a clean, uniform physical gap (singulation) on the conveyor.
Primary Applications
Pusher rejection modules are the standard choice for moving heavier or rigid consumer packaged goods:
Food Processing: Discarding overweight or underweight bulk boxes of frozen poultry, tubs of dairy, or tightly sealed bags of rice.
Logistics & Warehousing: Shunting mislabeled shipping boxes or incorrect orders off a main routing vein into a secondary inspection lane.
Chemicals & Agro-Chemicals: Deflecting improperly filled plastic jugs, motor oil canisters, or paint cans out of the primary distribution loop.
As products move rapidly down the conveyor line, they pass through a continuous assessment and sorting loop:
Precision Weighing: The product passes over the dynamic weighing bed, and its weight is calculated in milliseconds.
Tri-Zone Categorization: Instead of a simple Pass/Fail system, the central PLC categorizes the product into one of three distinct zones:
Underweight: Below the acceptable threshold.
Acceptable (Pass): Perfect target weight.
Overweight: Above the acceptable threshold.
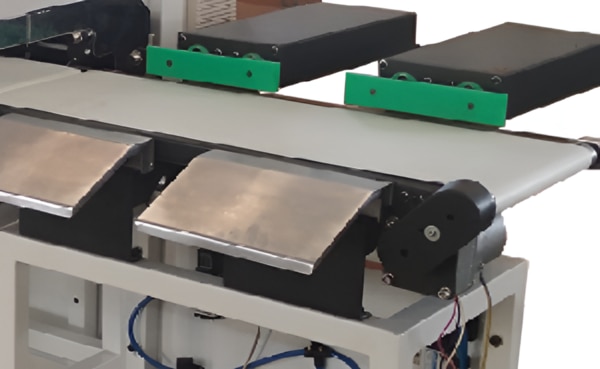
Targeted Routing: As the items move past the weighing deck, the conveyor triggers the appropriate mechanical response:
Underweight items hit the First Rejector and slide into Bin A.
Overweight items hit the Second Rejector and slide into Bin B.
Correctly weighted items bypass both gates entirely and proceed down the main line toward final packaging.
Common Mechanical Configurations
Depending on the size, weight, and fragility of the product, the dual rejection system will utilize two identical or mixed mechanical components:
Dual Pneumatic Pushers: Heavy-duty pistons fire outward to quickly shove bulk meat packs, frozen chicken blocks, or heavy cardboard boxes off the line into separate side chutes.
Dual Flipper / Sweeper Arms: Fast-acting plastic gates swing smoothly across the belt to guide fragile items (like individual raw fish fillets or delicate bakery trays) without tearing or bruising them.
Dual Air Jets: High-speed blasts of compressed air blow lightweight items (like snack pouches or pharmaceutical blister packs) into separate bins at incredibly high line speeds without physical contact.
Key Technical Advantages & Why Processors Use It
1. Reworking vs. Scrap Disposal (Cost Savings)
In food and manufacturing lines, overweight and underweight products require completely different corrective actions:
Underweight items can simply be sent back to a manual station to have more product added (rework), saving it from being wasted.
Overweight items represent a profit drain (“product giveaway”) and must be trimmed down to protect profit margins.
Separating them automatically saves production teams from having to manually sort through a mixed error bin by hand.
2. Upstream Machine Diagnostics
A dual rejection system acts as an early warning diagnostic tool for upstream filling or portioning machinery:
If the Underweight Bin fills up rapidly, it signals to operators that an upstream filling nozzle is clogged or a cutting blade is wearing thin.
If the Overweight Bin fills up, it indicates an upstream pump or filler valve is over-dispensing.
3. Strict Compliance Guardrails
In pharmaceutical or high-precision packaging, the dual system can be programmed to treat errors with different levels of severity. For example, a minor overweight item might go to a rework bin, while an underweight carton (potentially missing an internal medication vial or component) is routed to a secure, locked reject bin for mandatory quality investigation.
To print crisp, legible text onto an item moving at high speeds without stopping the line, three core components must work together in a split-second handshake:
The Product Trigger (The Eye): A photoelectric sensor is mounted just ahead of the printhead. As a package or container moves down the conveyor, it breaks the sensor's light beam, signaling to the printer that an item has arrived.
The Speed Sync (The Encoder): Conveyor speeds can fluctuate slightly based on motor load or belt tension. To prevent printed text from stretching out or bunching up, a rotary shaft encoder tracks the precise mechanical speed of the belt and tells the printhead exactly how fast to fire its ink droplets.
The Print Execution: Combining the positional signal from the sensor and the speed data from the encoder, the printhead fires microscopic ink droplets across a precise air gap onto the moving product surface.
Common Mechanical Configurations
Depending on the packaging type and where the code needs to be placed, printhead mounting modules are integrated in a few distinct ways:
Top-Down Coding: The printhead is mounted on an adjustable vertical bracket pointing straight down. This is ideal for printing expiration dates onto bottle caps, jar lids, or the tops of box flaps.
Side-Mount Coding: The printhead sits horizontally alongside the conveyor's guide rails. This is commonly used for printing batch codes or linear barcodes onto the sides of aluminum cans, beverage bottles, or cosmetic tubes.
Bottom Coding (Split Belt): The conveyor frame uses parallel side-grip belts to suspend the product, leaving a physical gap underneath. A printhead faces upward from below the line to spray tracking codes on the indented bottoms of aerosol cans or plastic jars.
Key Technical Advantages
High-Speed Execution: Products never need to pause or slow down to receive a stamp. Advanced inline integrations can print clear text at line speeds exceeding hundreds of units per minute.
Dynamic, Variable Data: Because the printer is linked to a central control system or an upstream checkweigher, it can change the printed text instantly from product to product—such as printing sequential serial numbers, shifting time stamps, or exact weights.
Elimination of Human Error: Centralized PLCs can push data changes directly to the integrated printer. When an operator switches the product recipe on the main touchscreen, the printer's message updates automatically, eliminating typos.
Primary Applications
Inline printer integrations are critical in fast-moving consumer goods (FMCG), pharmaceutical, and food sectors where traceback tracking is legally mandated:
Food & Beverage: Spraying “Best Before” dates and batch numbers directly onto snack pouches, milk cartons, or egg boxes immediately after filling.
Pharmaceuticals: Printing anti-counterfeit serialization codes, manufacturing dates, and 2D data matrix codes onto individual medicine boxes or blister packs.
Chemicals & Industrial: Marking lot numbers and regulatory tracking symbols onto plastic jugs, oil canisters, or consumer cleaning products.
An integrated labeling system relies on real-time data sharing between the conveyor, an upstream inspection machine (like a checkweigher), and the printer:
Data Capture: As a product moves down the line, it passes through a checkpoint. For instance, a checkweigher captures its exact weight, or a vision system verifies its barcode.
Instant Print Generation: The checkweigher or central PLC instantly transmits this dynamic data to the integrated label printer. The printer generates and prints a unique barcode, weight reading, or price snippet onto a thermal label sheet.
Automated Application: As the product continues moving down the conveyor, a mechanical applicator firmly presses or blows the freshly printed adhesive label onto the designated spot (top, side, or corner) of the moving package.
Key Technical Advantages
Zero-Error Batching: By marrying a checkweigher to a label printer, the system ensures the label printed on a box matches the exact contents inside. If a box is short an item, the system can flag it rather than printing a false label.
Variable Data Printing: It can change the text from package to package in milliseconds—such as updating sequential serial numbers, real-time timestamps, or fluctuating weight calculations.
Seamless Line Speed Synchronization: Built-in rotary encoders monitor the speed of the modular plastic or fabric conveyor belt. This ensures the labeling arm fires at the exact microsecond required, placing the label perfectly centered every time.
Heavy-Duty Industrial Build: Designed for harsh packing environments, these integrations feature rugged mounting brackets and dust-resistant housings to protect delicate printheads from the debris of a busy factory floor.
Primary Applications
Logistics & E-Commerce: Automatically printing and applying unique shipping labels with destination routing barcodes onto outbound boxes.
Food Packaging (Catch-Weighing): Weighing raw meat or cheese trays and instantly printing a “Price per kg” and “Total Price” label tailored specifically to that exact cut.
Pharmaceutical Compliance: Applying serialized tracking labels to shipping cases to comply with global pharmaceutical anti-counterfeiting laws.